����1 ǰ��
�������ֻ�˫���������ˮƽ�ֻ�˫����, �����豸Ͷ��С����դģ��������Լ��ŵ㣬��˫����ֻ����������ֻ�����������ռ��һϯ֮�أ����±��߽��ʵ���������������ĸ������⣬��Ե��ֻ������ĸ��ֲ�Ʒ����ȱ�ݣ����м��ܽ�ͷ�����
����2 �˽���ֻ��Ĺ���ԭ��
�������ֻ����Լظ���Ϊ���������ϱߵ���Ȼ�����������Ρ�����ȹ��չ��������ĸֻ�������ʵ�ֶԵ��ֻ����յ����ÿ���Ҫ���ռ��ȹ��ա���ȴ����������ȴ������ҵ��ٿ��ṩ�����պ�ģ�����������������棬���ֻ��������ֵĸ�������ȱ������ҲҪ������������з�����
����2.1 ��������
�������ֻ��ļ��������ַ�ʽ������Ⱥ�ȼ�����ȡ�ȼ��ʽ���ȶ��������ڵĵ��ֻ�¯��Ŀǰ���ֻ�¯����õ���ȵķ�ʽ�����ȶ���Ҫ��¯�塢����Ԫ�����鲣���ۡ�¯���IJ�����ɡ�¯����������ɣ������������ͻ�ש���ͻ�ש�ϵİ��۲����������ü���Ԫ�����м��Ϊ��������άձ��������ձ��䣬��������豸���ְ���ǡ�����Ԫ�������ֱ��Ϊ2.5mm��3mm ����˿������˿�Ƴɵ�ֱ��Ϊ24mm��25mm �������ܣ�����¯��24 �����������鲣������¯����·�������������ȵ�Ҫ����¶ȣ���������������ֵ��¶�Ҫ���ȣ��²��̫��Ҫ��Ч�ؿ���¯���¶ȣ�Ҫ��¯�ڵ��¶ȱ���Ҫ�ﵽ�ֻ�ʱ�¶ȣ�ʵ������ʱ��¯�ڵ����м���˿Ӧ��˿������Ӱ��¯���¶ȵľ��ȡ�
����2.2 ��������ȴ
�������ֻ������ڷ���ʱû������˶���Ϊ�˱�֤�����������ָֻ���Ƭ���ȣ�һ��Ҫȷ��ģ���ϸ��������ȫͨ���ر���ģ���в���ʯ����������Ҫ����������ģ�밼ģ����ѹҪһ�£��������ܱ�֤������������������ֵ���ȴ���ȡ����⣬Ҫȷ�����������࣬�ر��Ƿ���Ľ���ڴ���
����
2.3 ����ģ��
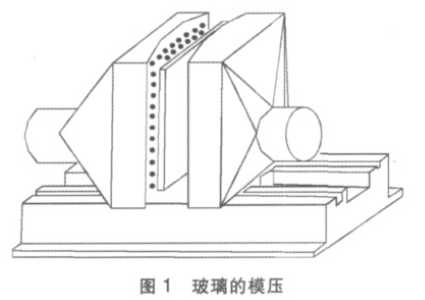
�������ֻ��IJ��������ǿ���ģ����ģ�Ķ�ѹ(ͼ1)����ģ����ģ���д���ף������һ��Ϊ��������, �����25mm��25mm ��30mm��30mm, ��Ϊ4mm��5mm��ģ�߰�װʹ��ǰ��Ҫ�ڴ������Χ����ʯ��ֽ�����Բ��ϣ��Է�ֹ����������ģ�߱���Ӵ�ʱ�������ˣ�ͬʱ����ѹģ����ʱ�����������¶��������������¶ȡ�����ҵ��ٿ��ṩ����������ģ�ߣ����²���������¶��½����졣����ʯ��ֽʱҪע���������棺һ��ʯ��ֽ��������̫��̫��������䴵��ľ��룬���������ɸֻ���Ƭ����;����ʯ��ֽ��סģ���ϵĴ���ײ��ܹ��࣬������౻�����������¸ֻ���������Ƭ���������⣬ģ�����������ĵ�ǯ�ھಣ���߲��ľ��벻��̫Զ�����ܳ���250px���������������룬�ֻ�ʱ��������߲����׳��־����Ҷ������
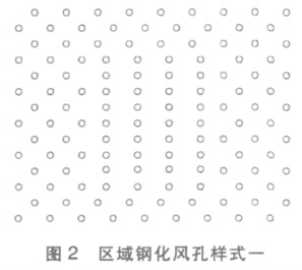
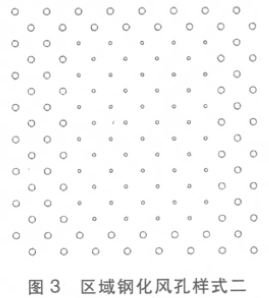
��������ֻ�������ģ�ߣ���Ҫͨ������ȫ�ֻ���������ֻ�������ȴ��ѹ�Ĵ�С��ʵ�֡��������Ϊ�ı�ģ���ϴ����ȫ�ֻ�����������ֻ�����ķ�ѹ����Ҫ�����ַ�����һ���Ǹı�����ֻ�������ȫ�ֻ����ִ�����Ų�����Ŀ�ı�����һ������ֻ�������ȫ�ֻ����ִ������Ŀ�ı���Ϊ1�s2(ͼ2);��һ���Ǹı�����ֻ�������ȫ�ֻ����ִ���Ĵ�С��һ������ֻ�������ȫ�ֻ������ִ���Ĵ�С������1�s(1.5��2.5)(ͼ3);�������Ǹı��դ�ڲ��Ĺ���, ȫ�ֻ���������ֻ������ԵĹܵ������÷緧, ��ȫ�ֻ���������ֻ����������Ʒ�ѹ�Ĵ�С��
����3 ���ֻ�������������ķ���
�����ֻ���IJ�����һ��ʱ�������Ա��������������ڵ��ֻ��������бȽϳ������������������ߴ����¼���������з�����
����3.1 ��������
����a) �����ڷ���ֻ���ı��Ѻܶ������������������ʱ�ļ����¶ȹ��ߺͷ���ʱ��ѹ����������;
 ��һҳ12��һҳ
��һҳ12��һҳ

���������ӽ���6��1�շ����������з��Ļ�ѧ�ֻ�����---Leoflex��
�����ֻ���������������������ʮ��������ڹ��⣬�ҹ���������90���������2003���IJ�ί��̨��������ȫ���������涨��Ҫ��Ļǽ��������ʹ�øֻ������ֻ��������й����г����״�����������ѯ����ػ����ҵЭ��ͽ�������ר�ң���Ϊ�ֻ�������

ժҪ:�����˲���Ļǽԭ�������һЩ��ֹ����Ļǽ�ֻ������Ա��Ĵ�ʩ�����鲣��Ļǽ���÷��ɽ�������
�ؼ���:����Ļǽ��֢���ֻ������Ա����Ա�������Ӱ�����أ������������ߣ����ɽ�������
һ��