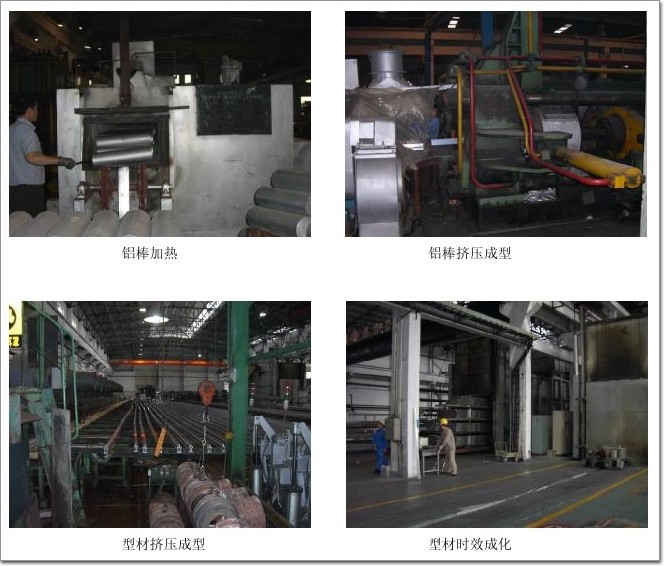
�����Ͳļ�ѹ��ʱЧ�ɻ�
�����������ͺͿ��͵��Ͳļ�ѹ�����ˣ��Ͳ���ѹ�����Ȼ���������м��£����ʵ��¶Ⱥ����뼷ѹ���ڽ��м�ѹ��ͨ����ͬ��ģ�����Լ�ѹ����ͬ���������������桱����ҵ��ٿ��ṩ�����Ͳġ��ոռ�ѹ�������Ͳ���û��ǿ���ģ��ڶ��߶��Ϻ���Ҫ����ʱЧ¯���� 4~8Сʱ��ʱЧ�ɻ�������ǿ�ȡ�
�������洦��
�����Ͳij��;���һ��ǿ��ʱ�����ɽ��б��洦�������ֱ��洦����ʽ����ĩ��Ϳ����̼��Ϳ����������̼��Ϳ������ҵ��ٿ��ṩ����ԭ���ǻ���һ�µ�;������������Ӿ�Ļ���ԭ��һ�¡�
���������еı��洦��ǰ������Ҫ����ǰ������ǰ���������ã�����Ͳı��漷ѹ�����еĻҳ����۹�����֬����ӡ�ȣ���¶��������������������������塱����ҵ��ٿ��ṩ����

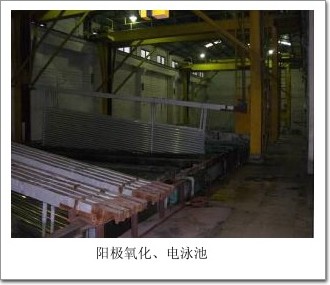
�����������������Ͳ����ڵ������Һ�У����õ�����ã�ʹ�������������Ĥ������������Ĥ������ҵ��ٿ��ṩ��;����������Ͳ����������������Һ�н��е�⣬ʹ��Һ�е������������뵽����Ĥ����У��Ӷ�ʹ����Ĥ��ɫ;����ף����������������������Ĥ��϶�����Ĥ�����Ⱦ������ʴ���ܡ�
������Ӿ����������������Ͳ��������̻�ˮ������ϩ������֬����������֬������ҵ��ٿ��ṩ������Һ�У��ڵ糡�����£�������ɵ�Ϳ���������Ͳ��ƶ����γ���Ĥ;����濾�̻���
������������
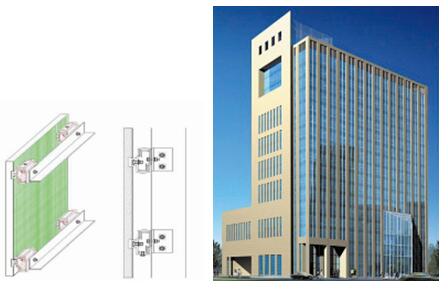
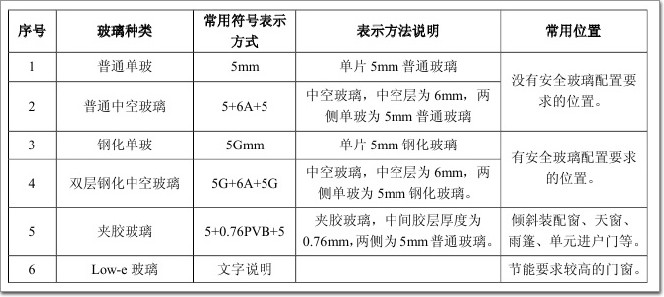
����1����������˵��
�������Ͻ��Ŵ�������IJ��ּ�Ϊ������������������Ҫ���Ϻ�����סլ���Ͻ��Ŵ�����Ҫ��ʹ��˫���пղ�����������˫���пղ���������ҵ��ٿ��ṩ��������пղ������������пղ���������ҵ��ٿ��ṩ������Ҫ��Ϊ 5+6A+5�����ݲ�ͬ�������ṹ��������ǽ���ȣ�ͨ�����ܼ��㣬��ͬ��Ŀ��Ҫ���ò�ͬ���п����ȡ�������ȡ�
�������ݲ�ͬ���͡����������С��ͨ����ѧ���㣬ͬһ����Ŀ�У���ͬ���Ϳ�����Ҫ���õIJ�����ȸ�����ͬ��һ����Բ������Խ�������Ҫ��Խ�ߡ�
����סլ�Ŵ����õIJ�������ʽ�ɷ�Ϊ��ͨ�������ֻ��������������ֻ�����������ҵ��ٿ��ṩ�����н���������Ĥ�����ȣ��䳣�ñ�ʾ����������λ�ü��±���
����2������ԭƬ
�����Ϻ�����Ŀǰ���õIJ���Ʒ�ơ�ҫƤ������������ָ�ľ�Ϊ����ԭƬƷ�ƣ�����ͨ������Ʒ�ƣ����иֻ����н���low-e����Ĥ�Ȳ��������ӹ����̾���������ӹ���λ��ɣ�������������ϼӹ������IJ�����ӹ����϶࣬���Ͻ��Ŵ�����һ�����ָ�����ҹ���ԭƬ��Ȼ���Լ��������IJ�����ӵ�λ�ӹ���
����Ŀǰ���Ϻ����ָ����ԭƬƷ��Ϊ������������Ҫ���ǵ����Լ۱����;��ҫƤ��������ã����۸��Ϊ����
����3��������ӹ�����
�������ڲ���ԭƬ���������б��ϣ�����ԭƬ�������������������ǾͲ�����ϸ�����ˡ��ڲ�����ӹ������У��ֻ������ļӹ����ڽϳ�����Ҫ 7~10�죬�п��ܳ�Ϊ���Ͻ��Ŵ��Ĺؼ�·������ˣ���Ŀ�����˹�ע�����������⣬Ҳ��Ҫ�ʵ���ע�����ļӹ������
����4����ȫ����
������ȫ����ָ�ֻ��������н������Լ���������ɵIJ��������а�ȫ��������Ҫ��ȫ������־��һ��Ϊ3C��־����Ϊ�пղ�����Ҫ�����㲣�����ֻ���Ϊ��ȫ�����������鲣���������3C��־����ͼ��

������ȫ������־������ʽ��
����һ��ΪӦ��˿��ӡˢ��ʽֱ��ӡˢ�ڲ������棬�˷�ʽ��Ҫ���и��´�����һ��Ӧ���ڸֻ��������棬Ҳ�Ǽӹ��������������Ч�ʵķ�ʽ;��һ��Ϊ��ǩճ��ʽ�����ַ�ʽӦ������ͨ�н������Ƚ϶࣬��н������ӹ�ʱ�ĸ������ﵽ˿��ӡˢ�¶ȣ���ˣ�һ����ͨ�н�����û��˿��ӡˢ�� 3C��־��ֻ�иֻ��н��IJ�����˿��ӡˢ 3 C��־�����չ��ҹ淶Ҫ�н��������ڰ�ȫ������Ӧ���ð�ȫ������־���������������ͨ�н�����û�д����־������ڲɹ�ʱ����ȷҪ����ͨ�н�����Ӧճ�� 3C��־��
����ͬʱ����Сҵ��Խ��Խ��ע�ڲ����� 3C��־��Ϊ���ⲣ����װʱѹ�ߡ��ܷ⽺�� 3C��־�ڸ�ס��ӦҪ�ҽ���־�뿪�����Dz�һ�ξ���ӡˢ��
�������õ��а�ȫ��������Ҫ���λ�������¼�����
����a) ���������1.5�O
����b)��ش��ױ߾�����װ�����500mm�Ĵ�
����c)7�㼰 7�����������
����d)��бװ�䴰���촰�����üн��ֻ�����
����e)���ܳ����ײ����λ�ã��������š�����̶������ȡ�
����5���ֻ�����
�����ֻ�������������
���������ĸֻ��ӹ����̣��Ƚ��������ߴ�Ҫ�������ɣ�Ȼ�������ֻ�¯��,�ֻ�¯������������ 650�棬Ȼ������ȴ(����)��һ�����̣�ʹ���ڲ��ṹ�����仯���γɸֻ������ڳ�˵����ֻ������ļӹ�����û�м�����ȴ��һ���̣������ڳ�������Ȼ��ȴ��������Ӧ��ǿ�ȵ��ڸֻ�������������ѹǿ���ͣ��������״����ͨ������ͬ��������Ϊ�ֻ�����ʹ�á�
 ��һҳ123456789��һҳ
��һҳ123456789��һҳ