众所周知,穿条式隔热型材的加工方法有两种:一种是铝型材先做表面处理,再进行开齿、穿条、滚压等复合工序加工成隔热型材(词条“型材”由行业大百科提供)(也就是“先表面处理后复合”,如图1),这是目前我们常用的加工方法;另外一种是先进行开齿、穿条、滚压等复合工序加工成隔热型材,再做表面处理(也就是“先复合后表面处理”,如图2),这种加工方法在欧洲比较常用。虽然第二种加工方法是把第一种加工方法的几道工序给交换了下位置,但是其在隔热条的选用和一些加工工艺上确有重大的变化和特殊的要求。

首先是隔热条的选择
先表面处理后复合的隔热型材对隔热条的要求是:满足尺寸精度、强度等常规要求,隔热条头部如图3所示;而先复合后表面处理的隔热型材对隔热条的要求除了上述的常规要求外,还必须要保证隔热型材在表面处理过程后,其强度必须满足GB 5237.6的相关要求,隔热条头部如图4所示,应带热熔胶线。

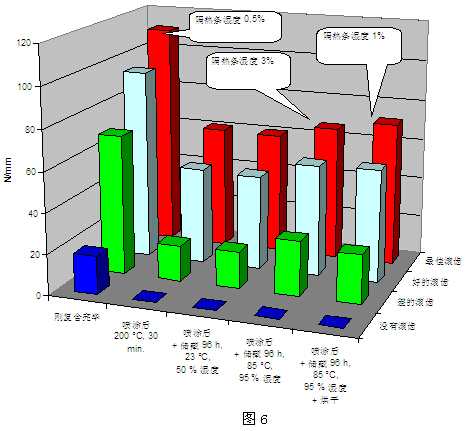
如选用常规隔热条进行先复合后表面处理工艺进行隔热型材加工,虽然在滚压后隔热型材有较高的纵向剪切力(词条“剪切力”由行业大百科提供),但是在经过表面处理着道工序时,在约200℃的高温作用下,铝型材槽口的外夹头会因热胀冷缩的影响,导致外夹头松动,不能紧密咬合隔热条(如图5所示),从而使得隔热型材的纵向剪切力大副下降。

从图5可以看出,在铝型材槽口没有开齿的情况下,隔热型材复合完毕后,其纵向剪切力有15N/mm,在经过表面处理后,因高温的原因,隔热型材外夹头松动,其纵向剪切力基本上就只有0N/mm了;对于有开齿但开齿比较差的隔热型材,在复合完毕后,其纵向剪切力有64N/mm,经过表面处理后,其纵向剪切力就只有18N/mm了,剪切力损失了72%;对于有良好开齿的隔热型材,在复合完毕后,其纵向剪切力有90N/mm,经过表面处理后,其纵向剪切力就只有47N/mm了,剪切力损失了48%;对于有最佳开齿的隔热型材,在复合完毕后,其纵向剪切力有110N/mm,经过表面处理后,其纵向剪切力就只有58N/mm了,剪切力损失了47%。从这里我们可以看到,选用常规隔热条进行先复合后表面处理工艺生产隔热型材,最终的产品的剪切力损失在50%以上,对于生产和使用都不能提供可靠的保证。
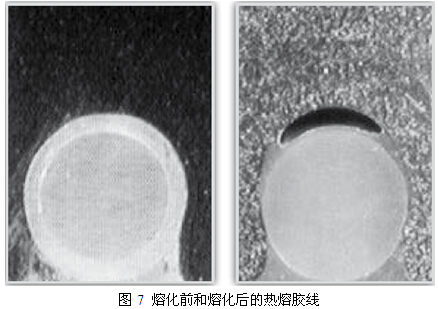
因此,对于先复合后表面处理工艺生产的隔热型材,应该选用带热熔胶线的隔热条。如图7所示,热熔胶线在常温下是固体,卡在隔热条上的;在表面处理过程中,当温度达到100℃左右时,热熔胶线开始熔化,熔融的热熔胶线填充满隔热条底部与铝型材间的间隙;当表面处理完后,温度开始下降,熔融的热熔胶线便开始固化,并因其具有较强的黏结性能,使得隔热条同铝型材黏结在一起,从而弥补回因外夹头松动带来的剪切力损失。
从图8可知,对于具有良好开齿的隔热型材,在复合完毕后,其纵向剪切力有89N/mm,经过表面处理后,其纵向剪切力有80N/mm了,剪切力损失仅10%。与使用常规隔热条的隔热型材,在表面处理完毕后,剪切离损失达50%以上对比,足以说明带热熔胶线的隔热条在先复合后表面处理工艺中对隔热型材的作用。

因此在使用先复合后表面处理工艺生产隔热型材时,建议选用带热熔胶线的隔热条。
 上一页12下一页
上一页12下一页




















