|
|
|
精彩词条型材冷拔
补充:0 浏览:6881 发布时间:2014-9-11
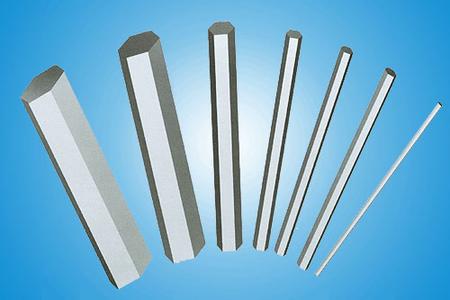
简介 将留有加工余量的热轧型材在室温下进行拉拔以生产高精度、高质量型材的方法。冷拔可以提高型材的强度、尺寸精度、平直度和降低表面粗糙度,达到提高型材的利用率、节能、节约材料的目的。采用冷拔方法可以既经济又高效地大批量生产不需要进行机械加工的产品。冷拔加工时金属晶格产生畸变,晶粒被拉长和细化,从而使金属的力学性能随变形程度的增加而强化;而变形过程中产生的晶内和晶间破坏以及不均匀变形等则会使金属的塑性降低,因此通过控制变形制度就可使金属型材获得较高的综合使用性能。金属在常温下加工不产生氧化铁皮,因此随着模具工作表面加工型xing粗糙度的降低和润滑条件的改善,型材表面的粗糙度也随之降低,可达6.3~1.6μm;冷拔型材的断面形状和尺寸精度取决于模具的加工精度,一般无须机械加工就可达到使用要求,从而实现机械零件的无切削加工,显著提高材料利用率。 对坯料的要求 由于对冷拔型材表面质量要求高,所以对用作冷拔坯料的热轧型材的表面质量要求也很高。供冷拔用的热轧优质碳素结构钢不得有裂纹、结疤、折叠和发纹等缺陷。局部缺陷需用风铲清理或砂轮清理,清理深度不应超过冷拔时的压缩量。对热轧的坯料要进行酸洗,以清除氧化皮和便于发现表面缺陷;对脱碳敏感的钢种,脱碳层必须严加控制,滚珠钢脱碳层深度不得超过型材直径(或边长)的0.85%;工具钢不得超过直径的1.5%。对冷拔坯料内部组织要求也很严。易形成碳化物网状组织的钢种,其网状碳化物和珠光体中的片状碳化物应较细密,以保证冷拔型材的碳化物级别。 对模具的要求 (1)拔模工作表面应有尽可能高的硬度和耐磨性;(2)拔模的工作部分应有精确的尺寸和正确的断面形状,以确保冷拔材尺寸精度;(3)拔模工作表面应有尽量低的粗糙度,以保证冷拔材的表面质量。 拔模的材质根据被加工金属的性质和生产条件确定,目前常用的有金属陶瓷合金、T10、T12、GCr15和30CrMnSi等。 工艺流程 热处理 作用是消除内应力、软化坯料和改善组织性能。型材冷拔所需热处理有3种情况:(1)当热轧型材硬度许可直接冷拔时,只进行拔后热处理,以改善组织性能;(2)以冷硬状态交货时,只在打头前进行黑退火热处理;(3)在冷拔前后都要进行热处理。常用的热处理方式有高温退火、低温退火、等温退火、正火和固溶处理,具体采用哪种方式要视坯料材质和要求的组织状态而定。一般只用低温退火进行消除内应力软化坯料。滚珠钢拔后需进行珠光体球化退火;奥氏体、铁素体不锈钢则需进行固溶处理,以软化坯料和成品。 酸洗 作用是清除氧化皮,以利于发现和清理表面缺陷。用于酸洗的酸液有硫酸、盐酸和三酸溶液。酸洗液种类和浓度的选择取决于钢的成分和性质。对一般钢种多采用硫酸酸洗,酸液浓度为12%~18%。酸洗铬镍含量较高的合金钢时,由于氧化皮坚固,往往采用三酸(王水)酸洗。 打头 将热轧型材的一端在热状态下打细,使之易于穿过模孔,以供拔钳夹持,也叫打尖。打头的直径一般以既易穿过模孔又有足够强度防止拔断为准,一般比冷拔后型材直径(或边长)小0.3~0.5mm为宜。打头长度取决于拔机结构和所拔坯料的尺寸,且随坯料断面尺寸的增大而加长。直径为ф10~80mm的棒料,打头长度为95~170mm。打头过渡段的倾角根据钢号和棒材尺寸而定,一般不应超过10o~20o,合金钢和异形材为5o~12o。 冷拔 ф9~100mm的高合金钢、合金钢和碳素钢的棒材,一般是一次拔成;六角形或异形断面型材采用两次拔成。拔制的压下量和拔制速度取决于被拔钢的化学成分、所要求拔后型材的力学性能和冷拔机的能力。冷拔圆断面棒材绝对压下量在0.5~3.5mm范围内,而六角形断面则在2.5mm以下;相对压下量最小为9%~19%,最大为17%~28%。冷拔速度为2.4~17.5m/min。坯料断面越大,钢质越硬,塑性越差,冷拔压下量和拔制速度应越小。 润滑 作用是减小拔制力,减小拔模磨损速度,防止划伤冷拔材表面和确保冷拔材的尺寸精度与表面质量。冷拔润滑剂可采用干油、植物油、动物油和皂基润滑剂,后者应用最广。 矫直 作用是保证冷拔型材的平直度符合要求。棒材在冷拔和热处理后会发生弯曲,这将严重地影响生产和使用。冷拔型材必须以矫直状态供货。矫直可以采用辊式矫直和张力矫直。 其他补充 |
|