|
|
|
精彩词条栓钉
补充:0 浏览:20244 发布时间:2013-9-10
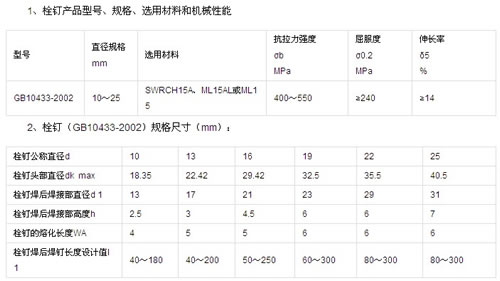
基本介绍 栓钉是楼面梁同钢筋混凝土楼板起组合连接作用的连接件,施工采用拉弧型栓钉焊机和焊枪,并使用去氧弧耐热陶瓷座圈。 焊接方法 栓钉焊接方法:接通焊机焊枪电源,柱状栓钉套在焊枪上,防弧座圈,启动焊枪,电流即熔断,座圈则产生弧光,经短时间后柱状栓钉以一定速度顶紧母材端部熔化,切断电源柱状栓钉焊接完成固定在母材上。 国家标准 国标规定栓钉表面应无锈蚀、氧化皮、油脂和毛刺等。栓钉的杆部不允许有影响使用的裂缝,但头部裂缝的深度(径向)不得超过0.25(dk-d)mm。 栓钉的现行国家标准使用国家质量监督检验检疫总局于2002年12月5日发布,于2003年6月1日正式实施的电弧螺柱焊用圆柱头焊钉(Cheese head studs for arc stud welding)国标GB/T10433-2002,同时废止了GB/T10433-1989这个栓钉老标准,这个新国标适用于土木建筑工程中各类结构的抗剪件,埋设件及锚固件。GB/T10433-2002非等效采用国际标准ISO13918:1998《焊接 电弧螺柱焊用螺柱和磁环》,SD型剪切件(焊钉),和日本工业标准JIS B1198-1995《圆柱头焊钉》。Ф10mm~Ф25mm各种规格型号的电弧螺柱焊用圆柱头焊钉,材质SWRCH15A、ML15AL或ML15,材料全部选用大型知名钢铁企业生产的优质钢材,严格按照(GB10433-2002)等相关标准规定生产加工,并通过了欧洲CE认证(证书编号为 AC/0500909)。上海翔盛紧固件有限公司是专业生产销售紧固件、标准件厂家,紧固件专业服务商,拥有先进的生产设备和精良的检测仪器以及雄厚的技术力量,已通过ISO9001:2008国际质量管理体系认证,其生产的英YH沪牌紧固件、螺栓、螺母,荣获中国高强度紧固件行业优质产品。栓钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它各类钢结构等工程。所有工程上使用的栓钉均应该符合《圆柱头焊钉》GB10433的规定,其抗拉强度≥400kPa,屈服强度≥240kPa,并应该拿到手栓钉厂家出具的质量检验单等质量证明书。栓钉施焊前,应依照工程施工设计图纸上规定的间距和行距以及位置要求放出栓钉施工位置线。栓钉施工:栓钉施焊使用专用栓钉焊机,配备栓钉焊枪。栓钉焊接施工时,将栓钉机同相应的焊枪电源接通,把瓷环座圈放在已放好线的栓钉位置上,用焊枪将栓钉对准瓷环座圈顶紧,打开焊枪电源,栓钉引弧点拉弧产生高温融化栓钉头部和母材形成高温融化的焊接焊池,经短时间(0.8~1.2s)后栓钉焊接在母材上,然后清除瓷环和检查四周焊缝。栓钉焊接质量检查:外观检查,检查栓钉是否垂直和焊缝是否均匀,看焊肉是否饱满均匀,有无偏焊,如焊层全熔化且均匀判为合格;弯曲检查,以锤击检查为主,检查外观有缺陷的栓钉,在缺陷部位的相反方向锤击弯曲15°,焊缝处无开裂、焊肉无异常现象可判为合格;如焊缝出现裂缝,视为报废,不合格则需要在原位稍偏处补焊一个栓钉补充,打弯的栓钉不必再扶正。
主要用途 在国内,大部分高层建筑的承重结构都使用劲性柱,即在型钢外层包裹混凝土。在型钢柱,如H型钢、十字柱、圆管柱上焊接栓钉,可以极大地加强型钢柱与混凝土的连接强度,提高劲性柱的整体受力性能。 检验测试 栓钉焊接检查:柱状栓钉的质量以锤击为主,外观表面检查为辅,按每天产量取其中的1/500进行弯曲检查,焊缝处无断裂视为合格,如焊缝出现裂缝,该栓钉判为报废,需在附近重焊一只柱状钉作为补充。 其他补充 |
|