
|
|
|
���ʴ�����������
���䣺0 �����9150 ����ʱ�䣺2013-2-5
�������������ӹ������е����빤��֮������ú��Եı仯������һ��ѧ�ơ�����ƻ����͵��ߩp�ƶ�����������������ռ��䶨��p������ʹ�õ��ߺͻ����Լ�������������ʱ�o��Ҫ���ý�������ԭ�����о��ɹ��oʹ��������ļӹ��ﵽ���ép���ʺ�Ч�ʵ�Ŀ�ġ�
�������������ӹ����õ��ߴӹ������г�������ϣ��Ӷ������״���ߴ羫�ȼ����������ȺϺ�Ҫ�������ļӹ����̡�ʵ����һ�������̱���߱��������������� �뵶��֮��Ҫ������˶����������˶������߲��ϱ���߱�һ�����������ܣ����߱�������ʵ��ļ��β������������Ƕȵȡ������������ӹ�������ͨ���������ֳ� ���������������ӹ��ģ�����Ҫ�����г���ϳ���١�ĥ���ꡢ�ۡ����ּӹ������ߡ��⡢ﱡ��Ρ��С��¿ס������ơ������Ƶȡ�����ʽ��Ȼ���ֶ������������к� ��涼���Ź�ͬ��������ɣ���Щ���������ѧϰ���������ӹ������Ĺ�ͬ������ ������չ��ʷ ���� 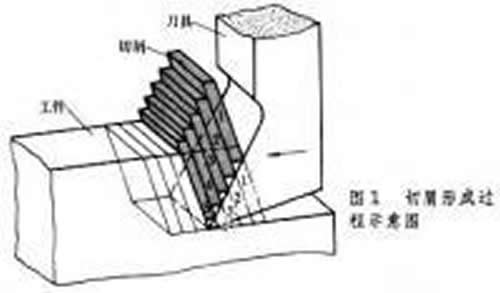 ������������ԭ�����о�ʼ��19������Ҷ��1851�꣬������M.�ƿ˻��������������ͷ���������Ȳ���ʱ��Ť�أ��г����г���λ����������蹦�ı���1864�꣬�����������������о��˵����β�������������Ӱ��1870�꣬������..��÷���Ƚ�������м���γɹ��̣�����˽��������ڵ��ߵ�ǰ�������ܼ�ѹ�����ܼ��еĹ۵㡣1896�꣬������..�����˹��ʼ�����Ա��εĸ�������������������ˣ���м�γɲ����˽������Ľ��͡�1904�꣬Ӣ����J.F.��ƶ�ɭ�����˵�һ̨��������ǣ�ʹ���������о�ˮƽ��ǰ��һ��1907��������F.W.̩���о��������ٶȶԵ���������Ӱ�죬������������̩�չ�ʽ��1915�꣬������..�����Ƿ��ȵ�ż�嵽���������е�С���в���˵��߱�����¶ȣ������˹��ȵ�ż����������ʵ�鷽���ҳ���һ�¶�ͬ����������Ĺ�ϵ1924��1926�꣬Ӣ����E.G.�ղ��ء�������H.Ф���͵¹���K.�����ĸ��Զ��������õ���ͬ��������Ȼ�����ȵ��Ƶ�ԭ�������ƽ���¶ȣ�������Ȼ�ȵ�ż������ ����1938��1940��������H.���˹�غ�M.E.��Ǯ�����ø�����Ӱ��ͨ��������������м�γɹ��̣�������Ħ���������ͽ����˶�����м��������м���γɻ�����40�������������ѧ��ϵͳ���ܽ�ͷ�չ��ǰ�˵��о��ɹ���������ý����������Ƚ��IJ����ֶΣ�ȡ���˺ܶ��³ɾͣ������˴��������ĺ�ר�������磬������S.�����ּ�ķ��J.T.��������1972��ͨ��ɨ��羵����������װ�ö���м�γ����˶�̬�۲죬�õ���λ����ѧ������м�γɵ�ʵ����ݡ� ����ѧ������ �������� ������Ҫ���ݰ���������������м���γɺͱ��Ρ����������������������Ⱥ������¶ȡ����ߵ�ĥ������͵��������������ͼӹ����������ȡ� ������м�γɻ��� ���� 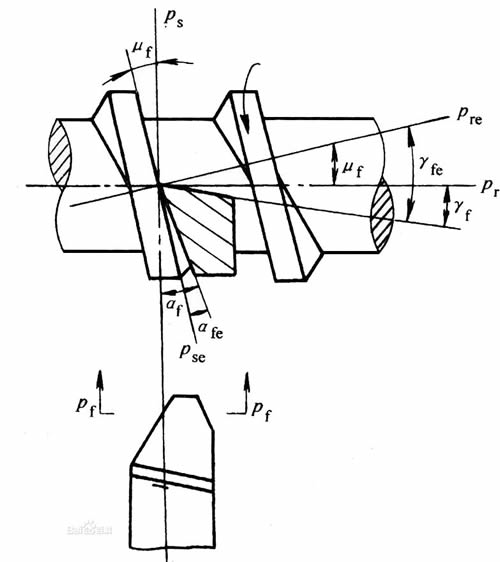 ��������ѧ�ĽǶ����������ݼ��˵�ģ�ͣ�������м���γɹ������õ��߰�һ����Ƭ1��2��3��4���������Ƶ� 1��2��3��4��������λ�ã�ͼ1[��м�γɹ���ʾ��ͼ])���������ƣ���Ƭ֮������Ƽ���ʾ������������ļ��б��ξ������ֱ����Ժ���м�ӵ���ǰ��������ʱ���ڵ���м���洦������һ����Ħ�����Ρ�ͨ������м�ĺ�ȱ�������ȴ���м�ij��ȱ��������ȶ̣���������ͽ���м���Ρ�����������ǰ������ѹ�������ļ��б����ǽ����������̵����������ڹ������ϵ��ߺ�����������ͬ����м�ı��γ̶�Ҳ��ͬ����˿��Եõ��������͵���м�� ������м�� �������õ͡�������������һ��ֲĻ��������Բ���ʱ����мͬ����ǰ��֮�������Ħ���������м�Ͻ�������ǰ��ı����ڽϸ�ѹǿ���¶ȵ������£�ͬ��м��������ճ���ڵ���ǰ���ϣ��پ�����ص�ճ�ᣬ�ڵ��⸽��������ѻ���һ�龭�����ұ��ε�Ш״��м���ϣ�������м������м����Ӳ�Ƚϻ�����ϸ�һ�����ϣ�ʵ���Ͽɴ��浶����������м���ĵײ����ȶ�������ͬ��������мû�����Եķֽ��ߣ�������������䣬һ��������м���ߣ�һ���ֲ����ڼӹ������ϣ��Ӷ�ʹ������ôֲڡ������ھ��ӹ�ʱһ��Ҫ�跨��������ƻ�м�����γɡ���м���IJ������ɳ���������һ�������ԵĶ�̬���̣��ݲⶨ����������Ƶ��Ϊ30��170��/�룩����ʹ���ߵ�ʵ��ǰ�Ǻ��������Ҳ��֮�����仯������������������Ӱ��ӹ��ȶ��ԡ���һ������£��������ٶȺܵͻ�ܸ�ʱ����û�в�����м���ı�Ҫ�������ϴ����м�뵶��ǰ����Ħ������һ�����¶ȣ�����������м���� ��������Ҫ�� ���������� ����  ��������ʱ���ߵ�ǰ��ͺ����϶����ܷ�������Ħ��������Щ����ɺ���F,����Բ����ʱ��һ�㽫�����������F�ֽ���������ഹֱ�ķ�����ͼ3[���������ͷ���])��������F�������������ٶȷ����ϴ�ֱ�ڵ����棬��������������������F������ƽ���ڻ����ƽ���ڣ����������ֱ���ֳ�������������F������ƽ���ڻ����ƽ���ڣ����������ƽ�У��ֳƽ�������һ�������,F���,F��F��С�����ڵ��ߵļ��β�����ĥ������ĥ������IJ�ͬ�����������ĸı�,F��F��F�ı�ֵ�ںܴ�ķ�Χ�ڱ仯�� ��������������ʵ���������Ĵ�С���������ò����Dz���������ǵ�����ܶ࣬�ϳ��õ��ǵ���˿ʽ��ѹ�羧��ʽ�����ǡ������Ǿ����궨�Ժ�Ϳɲ�����������и��������Ĵ�С�� ���������� ������������ʱ��������м���б��������Ĺ��͵���ǰ�桢����Ħ�������Ĺ���ת��Ϊ�ȣ������Ƚ������ȡ�ʹ������Һʱ�����ߡ���������м�ϵ���������Ҫ������Һ���ߣ���������Һʱ����������Ҫ����м�������͵��ߴ�����������м���ߵ���������ߵ�������С����ǰ��ͺ����ϵ��¶�ȴӰ�����������̺͵��ߵ�ĥ������������˽������¶ȵı仯������ʮ�ֱ�Ҫ�ġ� ���������¶� ���������������������������¶��Dz�ͬ�ģ��γ�һ���¶ȳ���м�������¶ȷֲ�������¶ȳ�Ӱ����м���Ρ���м���Ĵ�С���ӹ������������ӹ����Ⱥ͵��ߵ�ĥ��ȣ���Ӱ�������ٶȵ���ߡ�һ��˵�����������Ľ����������б����Ժ��Ϊ��м����֮�ֽ�һ���뵶��ǰ�淢������Ħ���������¶ȳ����¶ȷֲ�����ߵ㲻������ѹ�������пڴ���������ǰ���Ͼ��п�һ�ξ���ĵط������������¶ȷֲ�����������˹��ȵ�ż���������·��Ȳ��������Ȼ�ȵ�ż��������¶Ƚ�����������ƽ���¶ȡ� ��������ĥ�� ����  ������������ʱ��ĥ���������Ⱥͻ�еĦ�����������������úͻ�ѧ���õ��ۺϽ��������ĥ�����Ϊ�ڵ��ߺ����ϳ��ֵ�ĥ�����ȱ�ںͱ��еȣ�ǰ���ϳ����ֵ�������״��ĥ�𣬸���������ʱ���ֵ������Ӻ���״ĥ��ȡ�����Щĥ����չ��һ���̶��Ժ������ʧЧ�����ܼ���ʹ�á�������ĥ������أ�ͨ����ĥ��ĥ��ճ��ĥ����ɢĥ������ĥ������ĥ������Ա��εȡ��ڲ�ͬ�����������£��������ڲ�ͬ�����ٶȵ������£�����������һ�ֻ���ĥ����������á����磬�ڽϵ������ٶ��£�����һ�㶼��ĥ��ĥ���ճ��ĥ��������ڽϸ��ٶ��£����ײ�����ɢĥ������ĥ������Ա��Ρ� ������������ ���������ɿ�ʼ�����ﵽ���������о���ǰ������������ʱ������������������Ƶ������öȣ������������о�һ����õ���ĥ������ij��Ԥ��ֵ��Ҳ����ijһ����ij�����Ϊ�оݣ����������ӹ�����ֲڶȶ���м�����ͱ��еȡ��ﵽ����������Ӧ��������ĥ��תλ������������ڷ���ǰ�ĸ��ε�������֮�ͳ�Ϊ������������ ���������г����ݼӹ���������������ɱ�����������ʵ�ԭ����ȷ�������������ⶨ��ʱ��� ���������ӹ��� ����ָ����������ӹ��ɺϸ�Ʒ�����׳̶ȡ������ݾ���ӹ������Ҫ���õ��������ij��̡��ӹ����������ĺû��������г��ʵĸߵ͡��������ʵĴ�С�Ͷ�м�����׳̶ȵ���Ϊ�оݡ���������ʵ���о��У�������Ϊij�ֲ��ϵ������ӹ��Ե�ָ�꣬���ĺ����ǣ�����������Ϊ����ʱ�������ò����������������ٶȡ�Խ�ߣ���ʾ�ӹ���Խ�ã�һ��ȡ60��30��20��10���ӡ� �����ӹ��������� ����  ����ͨ����������ֲڶȼӹ�Ӳ������Ӧ�����������ƺͽ�������֯�仯�ȡ������ӹ���Ӱ��ӹ��������������غܶ࣬���絶�ߵĵ���Բ���뾶�������ͻ�м������Ӱ�����ֲڶȵ���Ҫ���أ����ߵ��пڶ�Բ�뾶��ĥ������������Ӱ��ӹ�Ӳ���Ͳ���Ӧ������Ҫ���ء���ˣ������г�ͨ���ı䵶�ߵļ�����״��ѡ�������������������ӹ����������� ���������� �������������У������빤��֮�侭�������������ǿ�����Լ����������͵Ļ�е�����������ɻ����㲿���ܵ�ijЩͻȻ���������������˥����ǿ�������ɻ����ڲ����ⲿ�����Ľ�����������粻ƽ��Ļ����˶��������������ȣ���������������������Ӱ��ȡ���ڸ������Ĵ�С����Ƶ�ʡ��Լ��������ڵ����빤��֮���ܵ�ͻȻ��������������������Ӳ�㣩�������ʼ��ʹ����ǰ�ǡ���Ǻ������ٶȵȷ����仯���Լ�����������ϵȣ�������̬���õ���Դ�л�����������õ���Դ���ٽ���ά����ͨ�������������������ܲ�������ԭ�����Լ����Ӷ��ڼӹ����������µ����ƣ��ֻ������Ϊ�������������Լ�������������ͨ������Ӱ��ӵ��������������ͻ����͵��ߵ����������������ʣ���������������Ϊ�к��������跨��������ᡣ ������м���� ����ָ������м����״�ͳ��̡�ͨ��������м�ľ����뾶���ų�����ʹ��м��ײ���������ϣ���ʹ��м�ľ����뾶���ȼӴ�ʹ��м�е�Ӧ��Ҳ�����ӣ�ֱ���۶���м�ľ����뾶����ͨ���ı���м�ĺ�ȡ��ڵ���ǰ����ĥ�ƾ�м�ۻ��м̨�����ƣ����ų���������Ҫ��ѡ���������ƫ�Ǻ�����������ơ��ִ�������������λ����λ���ֱ���ķ�ʽ����ʾ������м����״��ͨ����Ϊ�̻�����м�Ǻ����Ķ�м��״�� ��������Һ ����  ����Ҳ����ȴ��Һ�����ڼ������������е�Ħ���ͽ��������¶ȣ�����ߵ����������ӹ�����������Ч�ʡ����õ�����Һ�������͡��黯Һ�ͻ�ѧ����Һ3�ࡣ ��������Ӧ�� ��������ƺ�ʹ�û����͵���ʱ����ҪӦ������ԭ�����й��������������¶Ⱥ͵����������ܷ�������ݡ����磬��ȷ��������������Ť�غ��ԵȻ�������ʱ��ҪӦ�������������ݣ��ڷ�չ���������ܵ��²���ʱ�������յ���ĥ�������Ĺ��ɣ��������ӹ��з����ȱ��ζԼӹ����ȵ�Ӱ��ʱ��Ҫ�о������¶ȼ���ֲ������Զ������ߺ����ֿ��ƻ����ϣ�Ϊ��ʹ�������������ȶ�����������ʵ�����˻���������ҪӦ���й���м�γɼ�����Ʒ�����о��ɹ������ڼӹ���ʵ�ֵ���ĥ����Զ������͵���������Զ�������Ϊ�ˣ�����������Ʒ�ַ����������ĥ�������Ĵ����������д������������������Ť�ء������¶ȡ�����ĥ����Ϊ�����źš����⣬Ϊ�˳�����û�������ӹ������Ժͷ�չ�������������(CAM)������ҪӦ��������������������״�͵��������ȵ��Ż����ݡ���ˣ���������ԭ������ѧ���������е�Ӧ������㷺��������ͨ������������ֳ��ɼ������˴������������ݣ�������ѧģ�����������������������������ʺͼӹ�����ֲڶȵ�ͬ��������֮��Ĺ�ϵ��Ȼ���������,���������������ݿ����Ƴ����������ֲᣬ���û����á� ����ͨ�ò������ ����һ�������߱��뾭�����Ժϸ��б������ġ��豸����֤�����ɲ����������� ������������ǰ���������� ����1����ϸ�Ķ����Ӱ��¼���˽���һ���������ת����ʹ������⡣ ����2��������������̨�������Լ�����Ҫ�����棬�����ϰ�����ߡ���м�����ʵȣ��������������øɾ������͡� ����3����鹤��̨�����켰��Ҫ�����������µ������С����ˣ�����Ӧ֪ͨ���鳤���豸Աһ��鿴�������ü�¼�� ����4����鰲ȫ�������ƶ���ֹ��������λ�ͻ����װ��Ӧ��ȫ��á� ����5������е��Һѹ�������Ȳ����ֱ������š����ص�Ӧ���ڷǹ�����λ���ϡ� ����6����������Ӧ���ڷǹ���λ�á� ����7�������������Ӧ�ر��ο��������ӵ����á� ����8�������ϵͳ���Ͳ�λ������Ӧ���Ϲ涨��������á��ͱꡢ�ʹ����ͱ������졢���ߡ���ձ���ܺͷ�������Ӧ��ȫ��ã���װ��ȷ������ָʾͼ���涨���˹����ͻ��������λ���ô��ͣ��鿴�ʹ��Ƿ����͡� ����9��ͣ��һ�������ϵĻ�����Ӧ��˵����涨��Һ�徲ѹװ��ʹ�ù涨�������¼�Ŀ��������Ҫ�����ն�ת�Գ�3~5���ӡ���飺 ������ �����ֱ������š����ص��Ƿ���ȷ���ɿ��� ������ ��ȫ�������ƶ���ֹ�������������н�������װ���Ƿ������á� ������ У�Ի����˶��Ƿ����㹻�г̣��������̶���λ�����̵����ͻ�������ȡ� ������ �ɻ����û���������λ�Ƿ����ͣ����Ƿ����á� ������ ��е��Һѹ����ѹ����������ģ�����ε�װ�õĶ���������ѭ�����������������Ƿ�������ѹ����Һѹ����ѹ���Ƿ���Ϲ涨��ȷ��һ���������ɿ�ʼ������ ���������ཻ�Ӱ���豸�����Ӱ���Ӧһ������(9�����涨���м�飬�����Ӱ���������˷�����ȥ��������Ӱ���豸���緢����һ��������Υ���������������֪ͨ���鳤���豸Աһ��鿴�������ü�¼��������Υ��������̴����� �������豸�������֮��Ҳ���밴����(9�����涨��ϸ����豸����Ϊһ������ɿ�ʼ������ ������������������������ ����1�� ���ظ�λ�����IJ����������빤���ص��¡������뿪����ʱҪͣ�����رյ�Դ����Դ�� ����2�� �����չ涨���мӹ���������Ӵ��������ĥ�������У�ĥ�����ٶȡ������淶�������ɡ�������ʹ�û��������������úʹ��С�á� ����3�� ���ߡ�����Ӧװ����ȷ�������ο���װжʱ�������˻������������ߡ��������ش��ô��üӳ����ֱ��������صķ������̵��ߡ� ������ ����4�� ���ڻ��������ס�β����Ͳ���������߰�װ���ڣ���װ�����Ȼ�������������п̺ۺͲ����Ķ��롢���ߡ����ȡ� ����5�� ���������������Ļ�е���١������빤����װ�С������Լ������Ĺ������˹������Ⱦ�Ӧ��������ĥ����ֹ�����ߡ�ĥ�����빤����ͣ�����С� ����6�� Ӧ���ֵ��ߡ�ĥ�ߵķ��������ۻ����Ӧ��ʱĥ�������� ����7�� ������ĥ���У����ߡ�ĥ��δ�뿪��������ͣ���� ����8�� �����Բ�ж�����ϵİ�ȫ����װ�ã�ȱ�ٰ�ȫ����װ�õĻ����������� ����9�� Һѹϵͳ��������������Һѹ����˽�Ե����� ����10���������ر��ǵ��������̨�棬��ֱ�ӷ��ù��ߣ�������������� ����11��������������ϵ���м�����ۣ����ֵ����桢�����桢ת���桢��λ�������̨����ࡣ ����12������ע�������ת�������������緢�ֶ���ʧ�顢�����ȡ����С���������ζ�����˵��쳣����Ӧ����ͣ����飬�ų����Ϻ��ɼ��������� ����13�����������¹�ʱӦ��������ͣ��ť�������¹��ֳ��������йز��ŷ��������� ����14�����ڻ����Ϻ��ӺͲ��������� �ġ����������������� ����1�� ����е��Һѹ�������Ȳ����ֱ������š����صȰ嵽�ǹ���λ���ϡ� ����2�� ֹͣ������ת���жϵ�Դ����Դ�� ����3�� �����м����ɨ�����ֳ���������������������桢ת���������桢��λ���桢����̨��ȴ����ͱ����� ����4�� ���潫���з��ֵĻ������⣬����Ӱ��¼���ϣ����ý������ �������� |
|